Photo Gallery
-
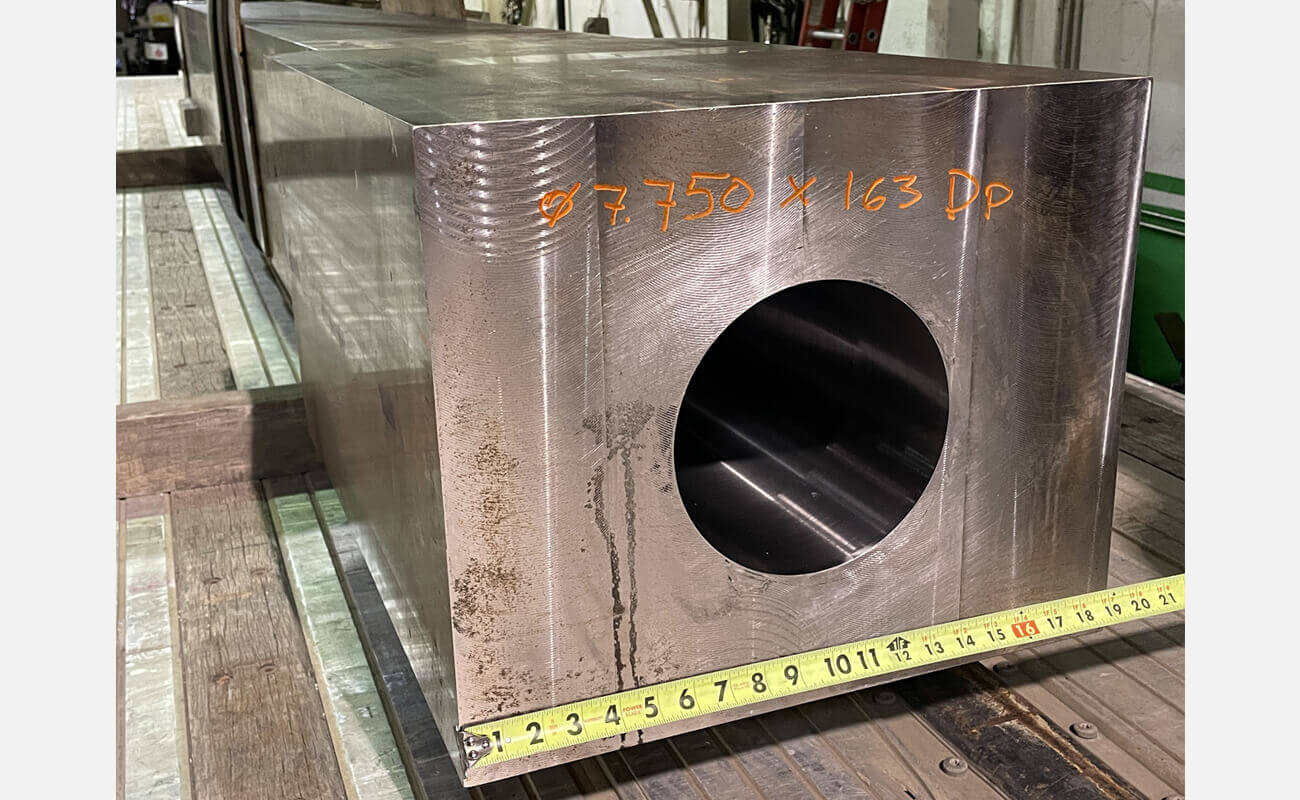
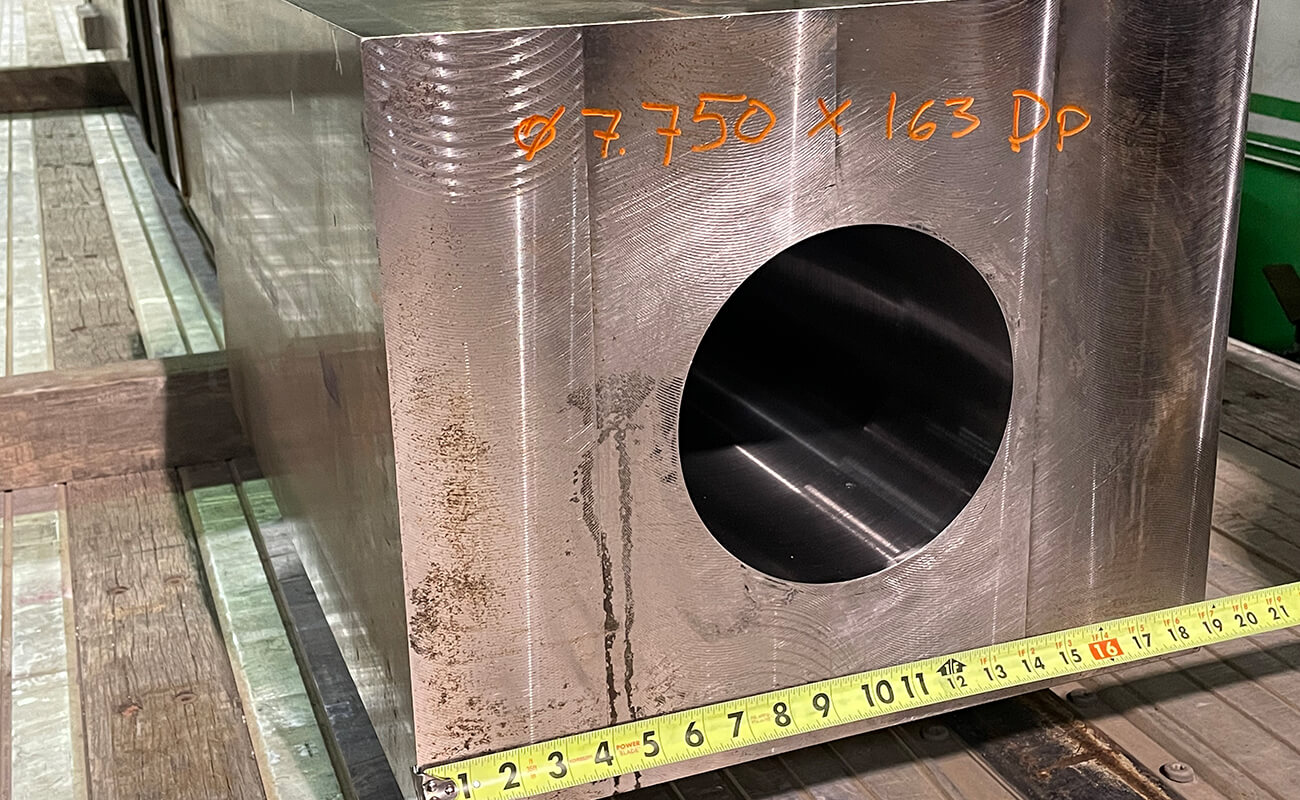
Forged block of die steel 167 long (6,574mm) weighing 11,200 lbs (5,080 kg). Produced eccentric precision blind bore 7.750 +/-.002 dia x 163 deep (196.9 +/-.05mm x 4,140mm) with custom low stress radiused bottom hole profile. ID positional tolerance within 0.035 (0.89mm) through out entire depth of bore.
-

Thin-wall honing: Aluminum 6061 tube, 6.315" ID x 97" long. Wall thickness of 0.0425.
-

718 Inconel precision tube drilled from solid. 0.27" OD x 0.21" ID x 42.0" LG. Customer's project only needed a small volume of tubes and a dedicated tube mill production lot was too expensive and lead time was too long. Making from solid was the quick, easy and inexpensive solution.
-
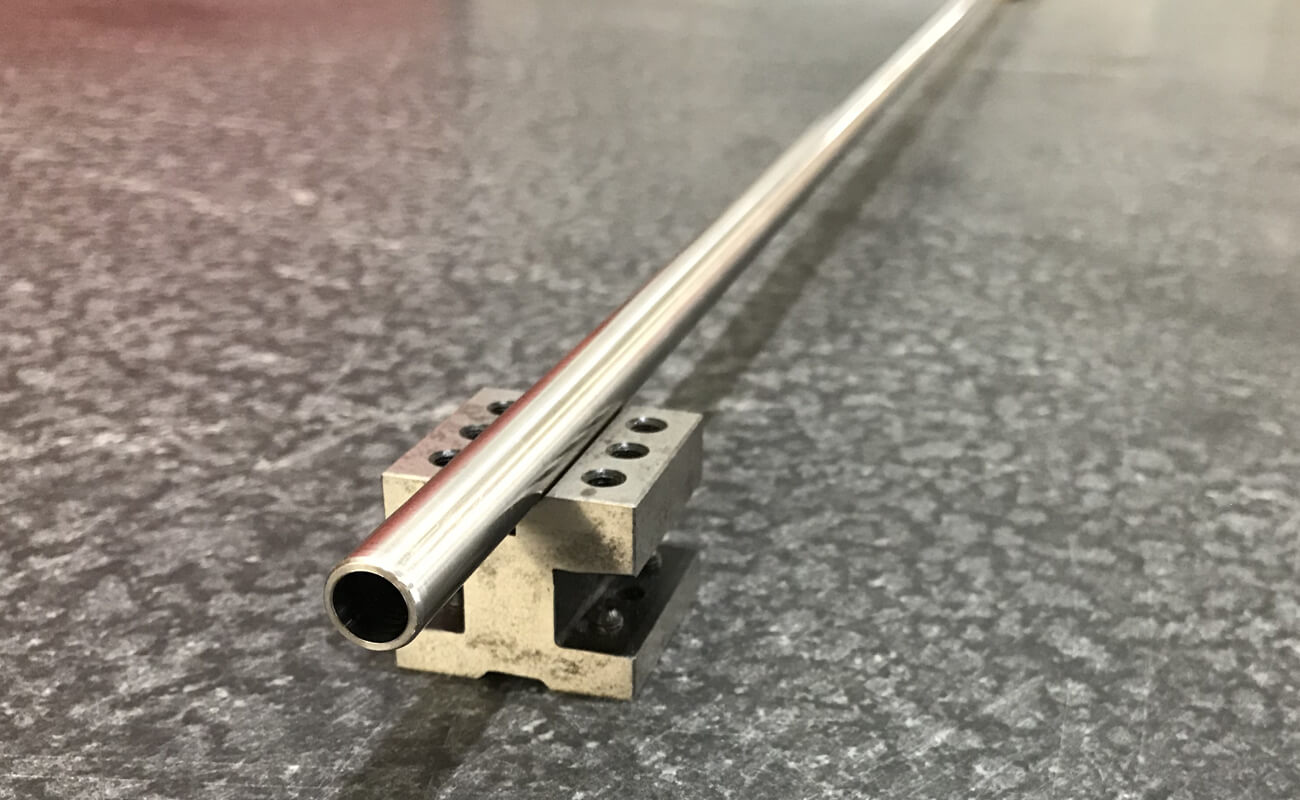
718 Inconel precision tubing drilled from solid. 0.44" OD x 0.34" ID x 42.0" LG. Quicker, easier and less expensive than a dedicated tube mill production run.
-
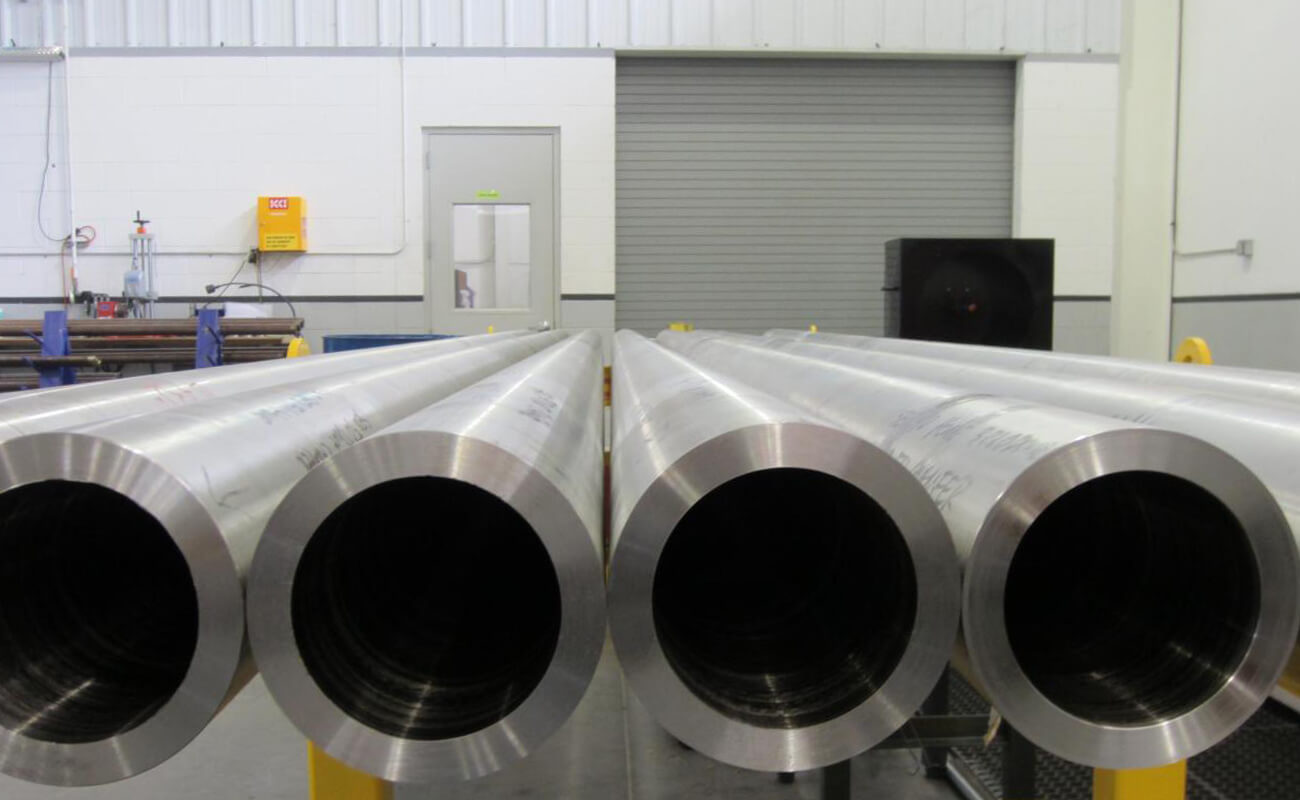
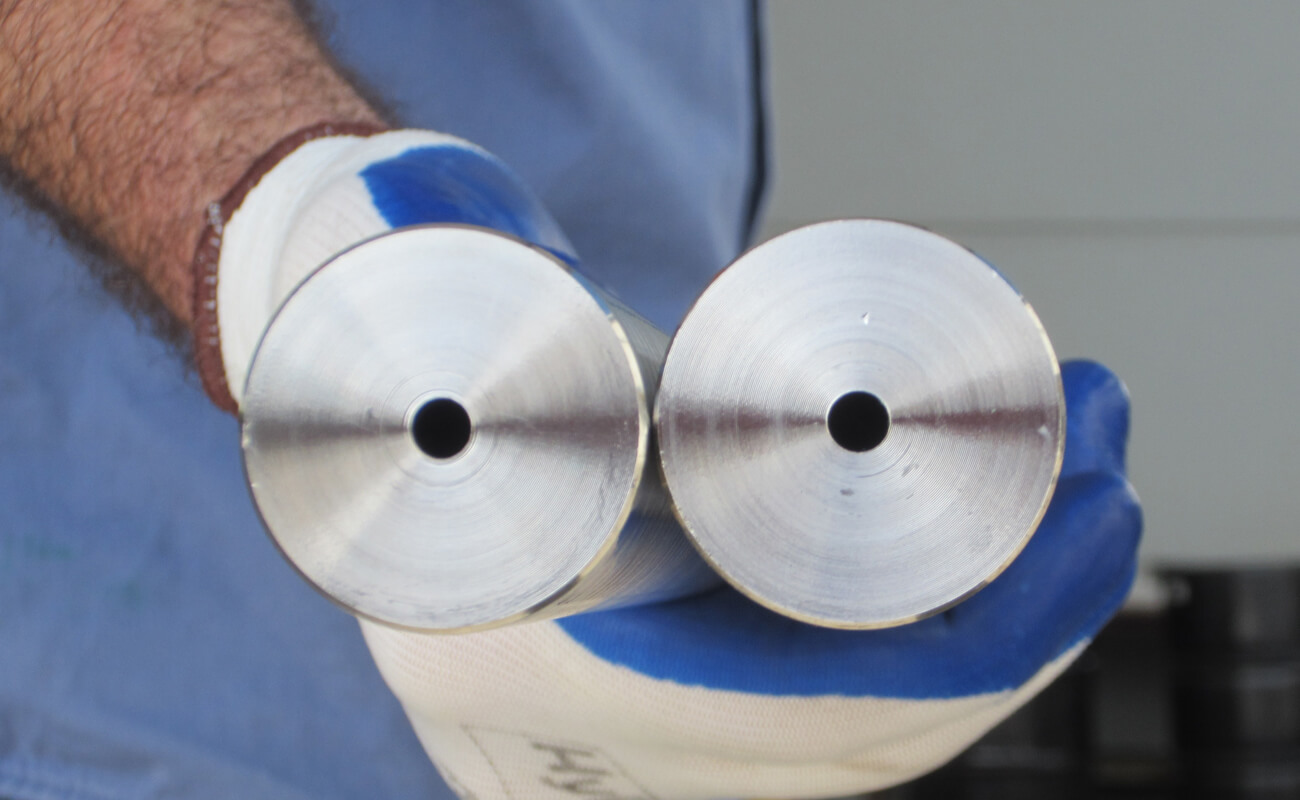
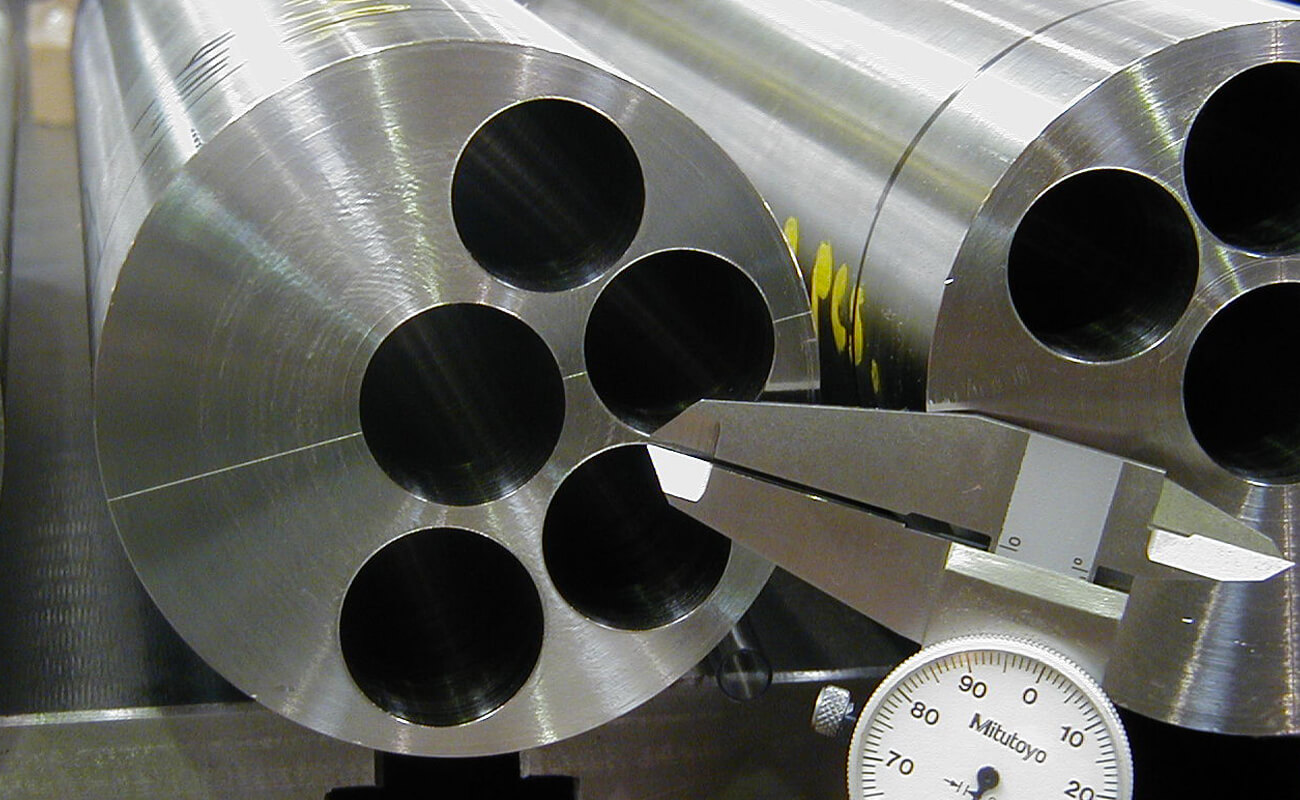
Precision tubular blanks for non-magnetic drill collars.
-
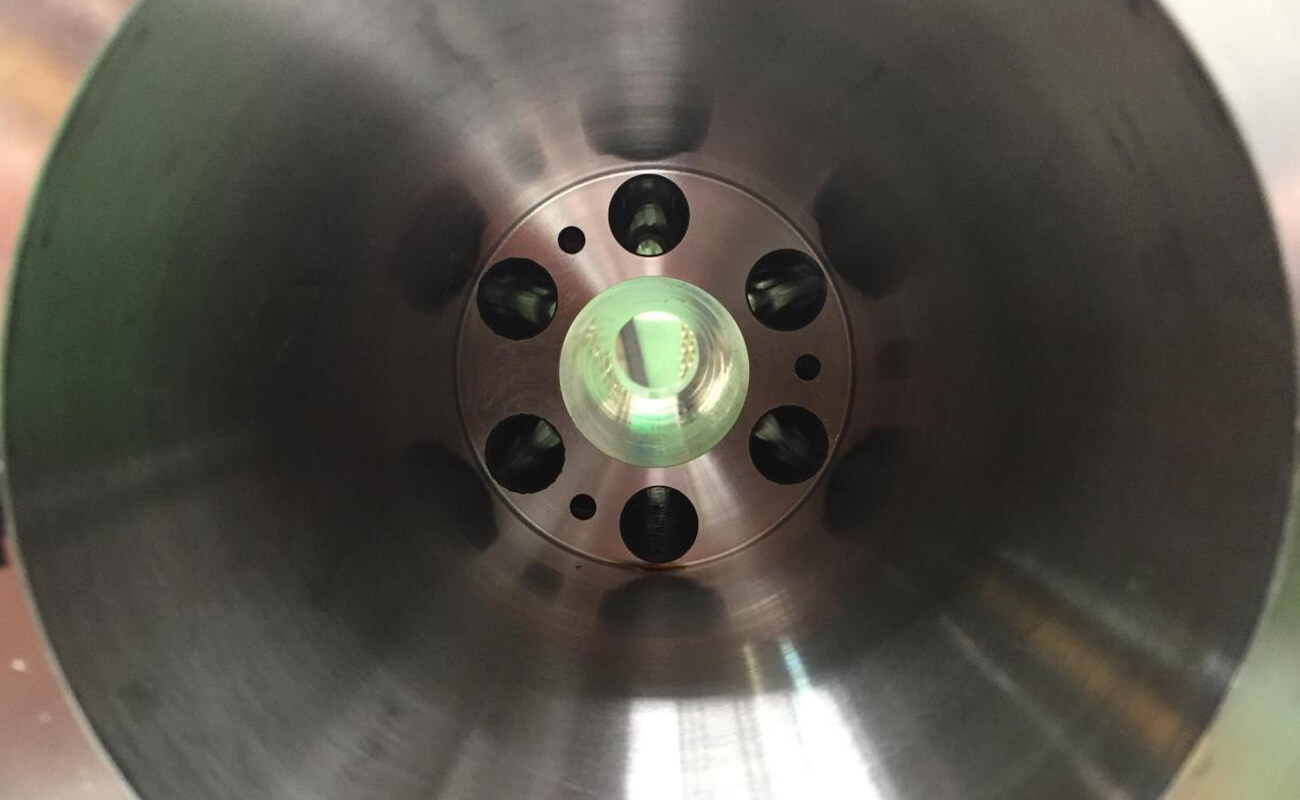
Multiple deeply recessed sensor ports.
-

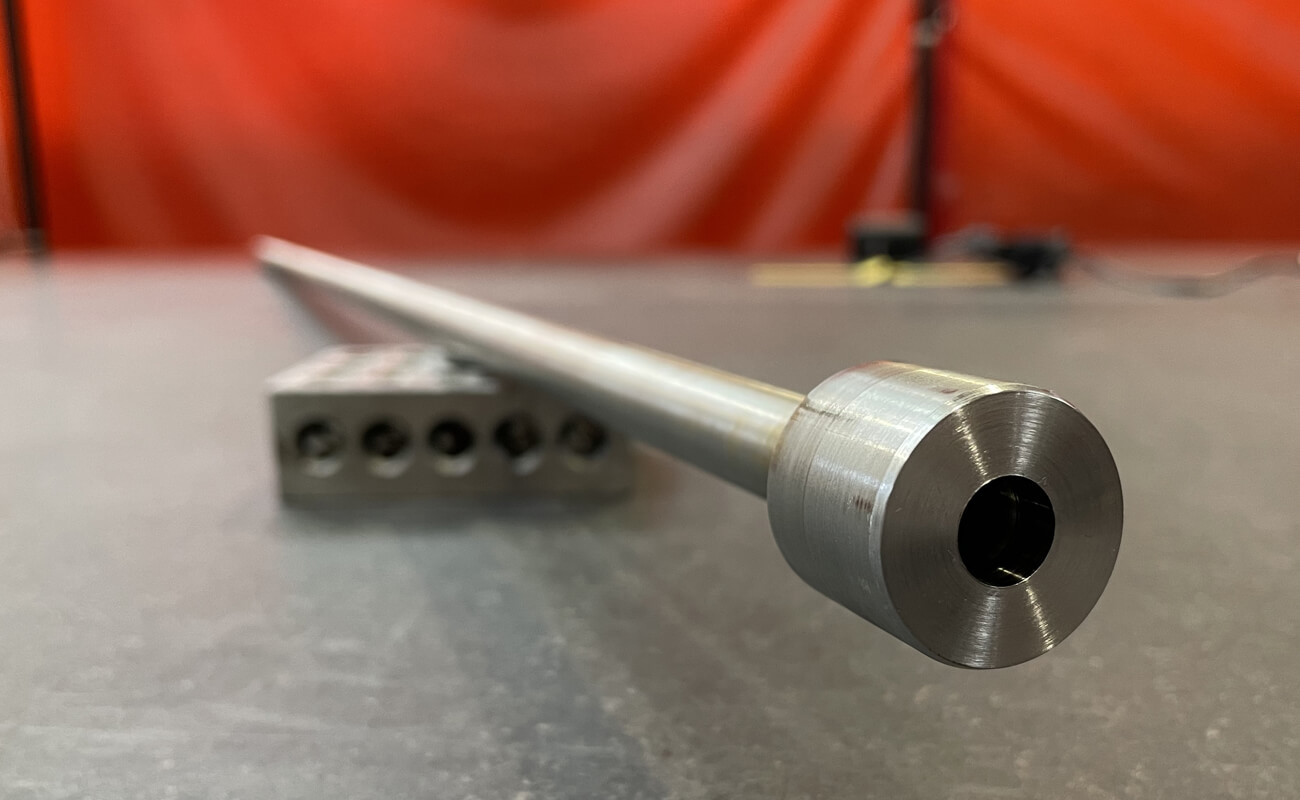
Drilled keyway feature for orientation alignment deep inside a non-magnetic drill collar.
-
718 Inconel tube x 120 long with 0.156 hole through the length of the part.
-
-
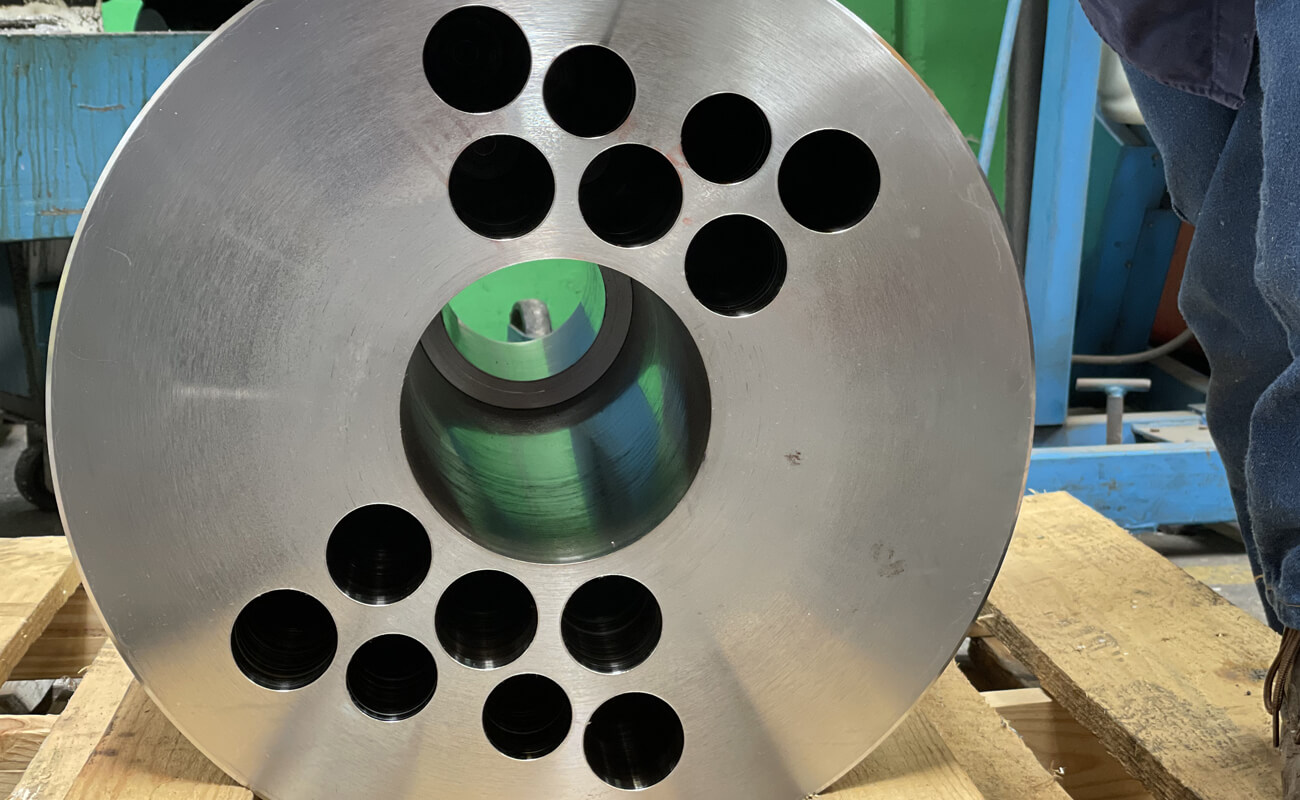
14.5 OD x 152 long alloy steel (3,100 lbs) with 28 0.250 dia holes through the length of the part.
-

-
-

-

-

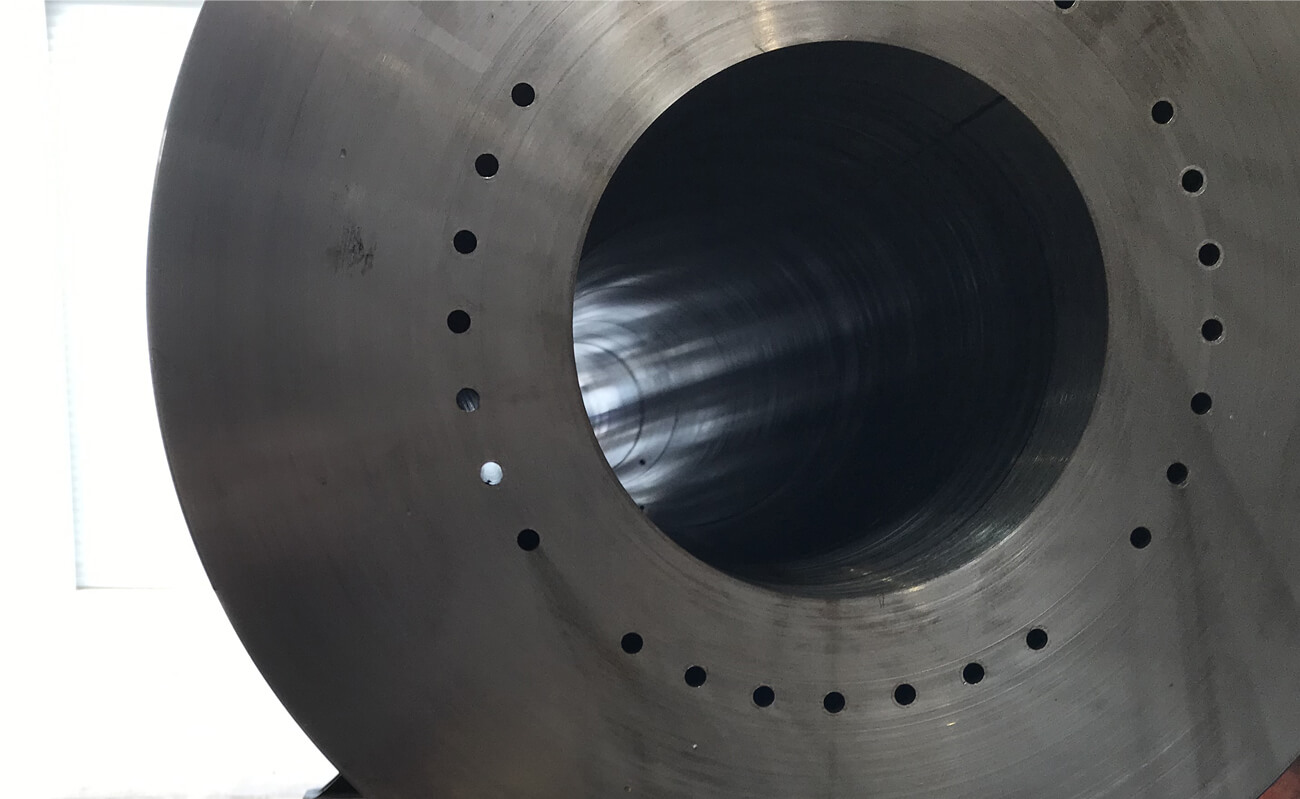
A large diameter well head component with several 100XDia depth holes.
-
-

Not all drilled bar has to be round. Here is an example of when a customer's design requirement was best met with square bar. 4140 material 1.38 square bar and we drilled: 0.438 ID through in 144 long piece and 0.688 ID through in 96 long piece.
-

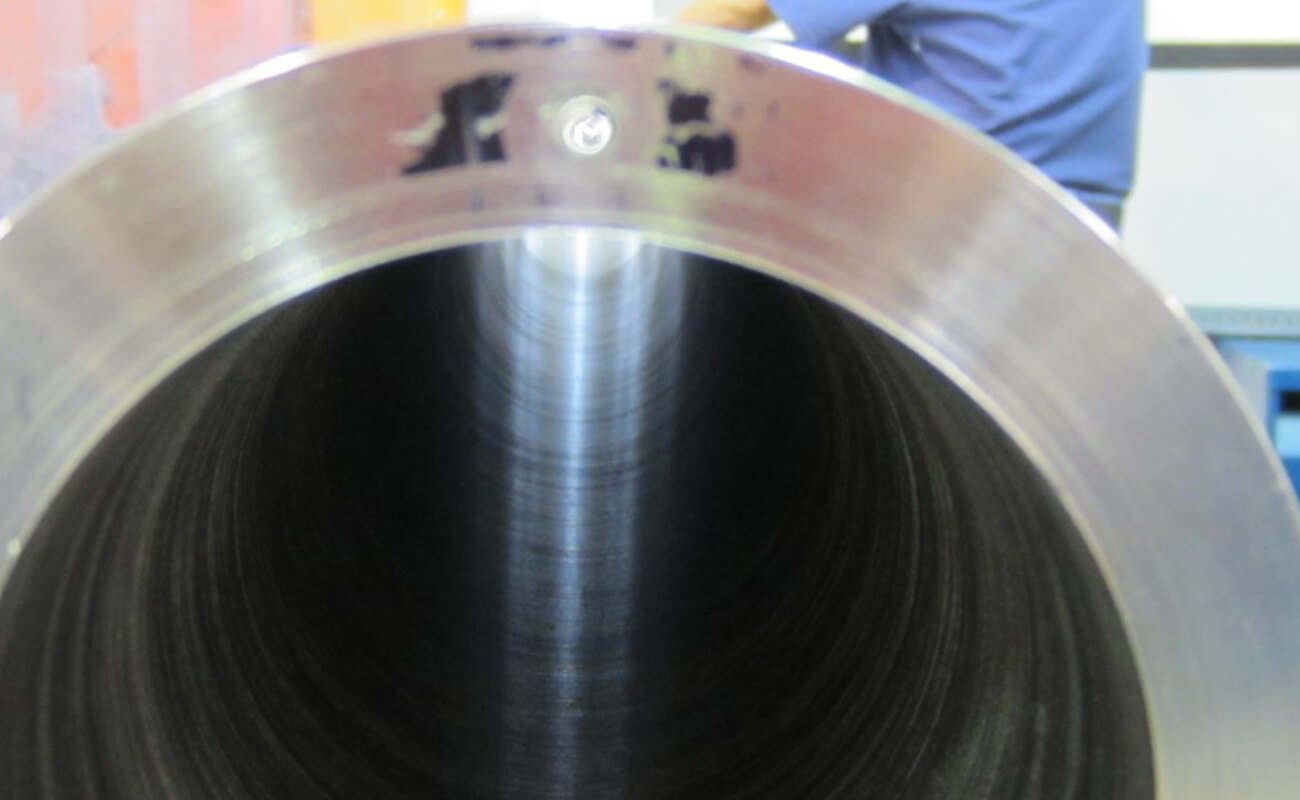
Pressure housings for downhole instruments in high pressure wells. The design intent is to have the smallest possible OD size for a given ID size which requires extremely uniform wall thickness to avoid collapsing under high pressure downhole conditions.
-
0.500 OD x 28.00 long part with 0.375 ID through the entire length.
-

Two 4140 piston rods with 2" ID and 2.25" ID drilled 83" deep. Each piston rod weighed 3,235 lbs pre-drilling.